What if you could turn perishable products into premium, shelf-stable formats,
without compromising quality?
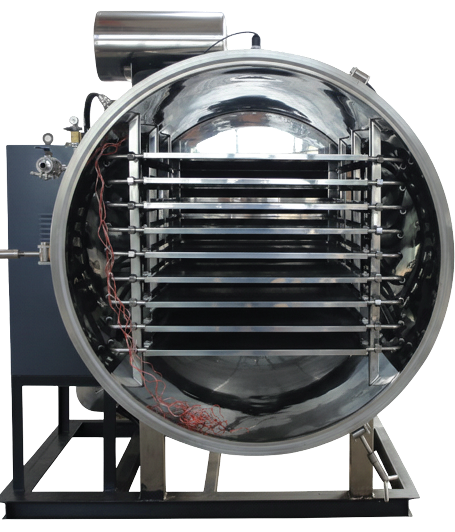
Vacuum freeze drying (lyophilisation) removes water by sublimation under deep vacuum, so delicate products maintain their shape, aroma, colour, nutrition and rehydration performance.
With the right vacuum creation speed, ultimate pressure stability, heat transfer and control software, freeze drying becomes a predictable production process, not an experiment.
Perishable products don’t just spoil, they lose margin through waste, logistics cost, and quality downgrades. Conventional drying methods can shrink, darken, harden, or “cook” products, especially sugars, fats, aromas and bio actives.
Vacuum freeze drying is different: the product is frozen first, then under vacuum the ice sublimates directly to vapour (no liquid phase).
The outcome is a porous structure that supports excellent rehydration, premium sensory quality, and long shelf stability.
High-margin value creation
Turn undervalued streams (surplus produce, trim, offcuts, offal) into premium SKUs such as inclusions, powders, snacks, and treats, often delivering a step-change in margin per kg.
Shelf-stable products (no cold chain)
Create long-life formats that simplify storage, transport, and export, especially where refrigeration is expensive, unreliable, or impractical.
Preserve structure, colour, aroma & flavour
Maintain the original look, texture, and sensory profile of delicate products far better than conventional drying, ideal for fruits, vegetables, herbs, meals, and premium ingredients.
Excellent nutrient retention
Protect sensitive nutrients and bioactive compounds by avoiding harsh heat exposure, well suited to functional foods, cultures, and high-value nutritional products.
Premium rehydration performance
Achieve fast, consistent rehydration thanks to the porous structure created during freeze drying, critical for ingredients, meal kits, and quality-driven applications.
Process control you can scale
Build repeatable drying curves through controlled vacuum, temperature, and stage management — so your results stay consistent as you move from trials to production-scale output.
SYSTEMS RANGE
We offer three distinct equipment lines tailored to your specific processing needs
Pilot Plant Range
Up to 75 kg, perfect for R&D, recipe development, and scale-up trials
Compact Range
Up to 450 kg/room, ideal for mid-scale or space-limited operations.
Industry Range
Up to 3,000 kg/room, engineered for high-throughput production
We believe in providing a comprehensive partnership rather than a simple transaction. Our team supports you throughout the entire lifecycle, from initial design and installation to specialised staff training and ongoing maintenance.
By prioritising minimised lifecycle costs and consistent equipment availability, we empower your business to achieve reliable, high-quality results with every single cycle.
APPLICATIONS
Typical Australian Applications
Pharmaceutical
Freeze drying is a proven solution for stabilising temperature-sensitive pharmaceutical products. By removing moisture under controlled vacuum conditions, active compounds maintain potency, biological integrity and extended shelf life. This enables safer storage, simplified logistics and reliable global distribution.
Applications include: vaccines, injectables, antibiotics, peptides and sterile formulations.
Food
Freeze drying delivers premium preservation while reducing weight and extending shelf life. Products retain structure, flavour and nutritional value without the need for refrigeration, lowering storage and transport costs. Rapid rehydration makes it ideal for high-value, convenience-driven food markets.
Freeze drying transforms fresh produce into stable, value-added formats without compromising colour, taste or nutrients. The result is a lightweight, export-ready product suited to snacks, inclusions and ingredient markets. It also creates a commercial pathway for reducing waste and monetising grade-outs.
Applications include: apples, berries, pineapples, peaches, cherries, bananas, melons and other produce.
Dairy
Freeze drying protects the nutritional profile and functionality of dairy products while extending shelf life. It enables lightweight, long-life formats that simplify storage and global distribution. Particularly valuable in infant nutrition and specialty dairy, where product integrity is non-negotiable.
In premium pet nutrition, freeze drying preserves protein quality, flavour and digestibility. The low-temperature vacuum process maintains nutritional integrity while delivering shelf-stable, high-margin product formats. It supports differentiation in an increasingly competitive pet food market.
Applications include: chicken, beef, fish, organ meats and functional nutrition blends.
Fruit & Vegetables
Freeze drying stabilises sensitive biological materials without thermal degradation. It maintains structural integrity and activity while enabling secure long-term storage and transport. This is critical for regulated and research-driven environments.
For specialised and high-purity chemical materials, freeze drying provides controlled moisture removal without heat damage. The result is improved stability, safer handling and consistent performance across storage and transport.
Applications include: graphene, specialty powders, chemical intermediates and advanced materials.
lab research
Freeze drying offers a reliable preservation method for laboratory samples and research materials. It prevents degradation, maintains structural integrity and supports reproducible outcomes. Long-term storage and safe transport become significantly more manageable.
Research institutions and laboratories rely on freeze drying for secure sample management.
Experience Excellence
Our Products are manufactured to the highest Australian standards to deliver:
Quality Preservation: Ensures the freshness and quality of perishable goods are locked in immediately after harvest.
Shelf Life Extension: Significantly extends the shelf life of products, meeting the high standards of the Australian market.
Efficiency and Flexibility: Offers high cooling rates and the flexibility to be used in various locations, enhancing operational efficiency.
Contact us today to discuss how we can help your business grow.
WHY HEUCH
Trusted Expertise and Innovative Cooling Solutions Since 1970
Since 1970, we’ve been dedicated to delivering high-performance cooling systems across industries including food processing, pharmaceuticals, mining, defence, manufacturing, and more. As an Australian-owned company with a team of over 100 experts, we pride ourselves on understanding the unique challenges our nation presents. Our comprehensive portfolio is designed to give your business an edge, offering tailored solutions to protect your products, equipment, and processes. From design to installation and beyond, team Heuch is committed to excellence, integrity, and professional collaboration, ensuring we meet your business needs and budget.
Australian Owned and Run
Local Maintenance team
Over 50 years of experience in HVAC cooling solutions
Request a Private Demo today
See how freeze drying works with your own products. Request a demo today.
With decades of engineering expertise and partnerships with leading technology innovators like Weber Cooling, Heuch Cooling Solutions ensures Australian food processing companies have access to world-class solutions — right here, right now.